Energy density wins designs, reliability ships them.
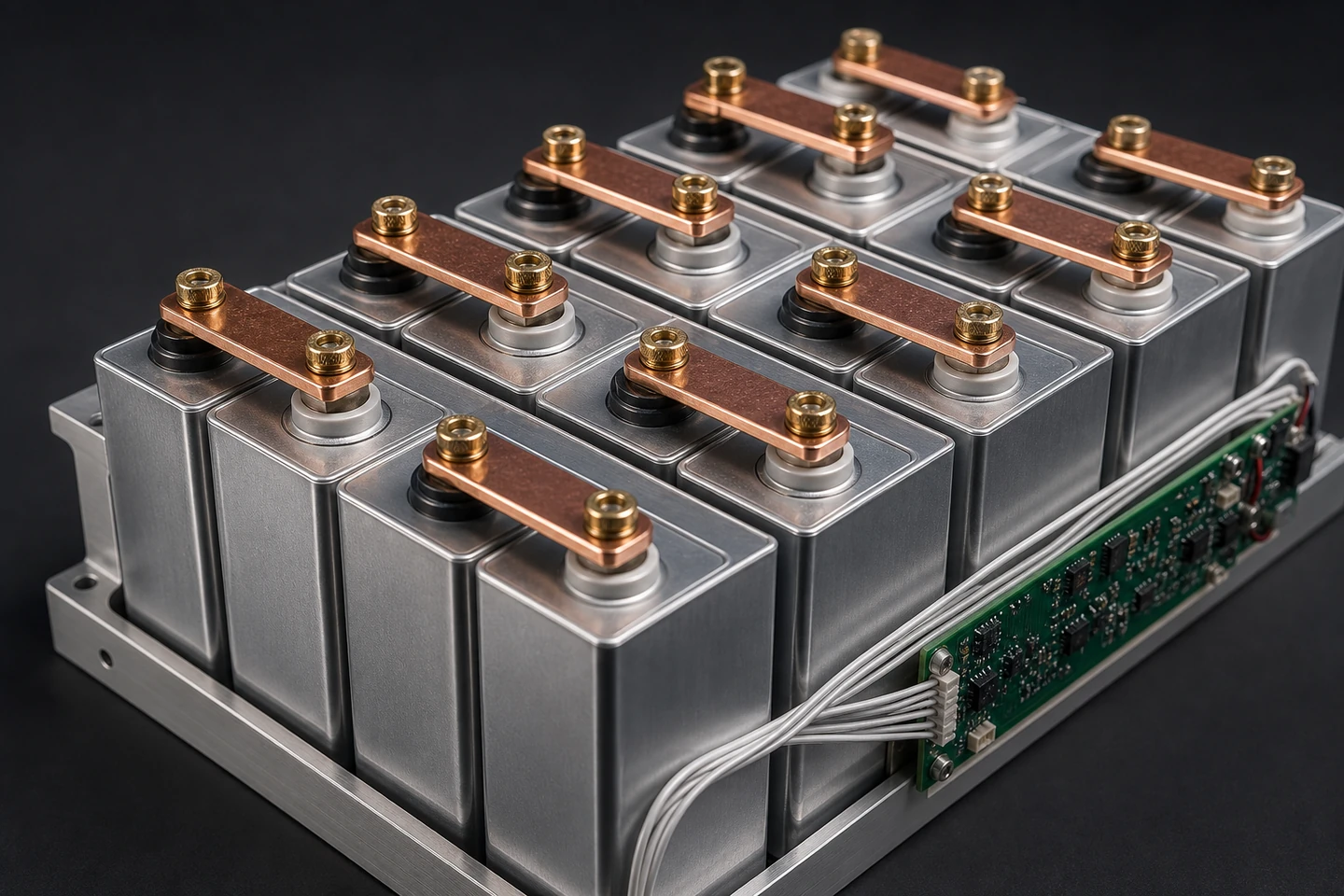
A 5 % gain on Wh/kg sells the pitch deck. A 5 % gain in cell-to-cell uniformity is what stops your field-failure rate. We hold module-level dimensional tolerance so the gain on paper survives onto the road.