
Prototype fast.
Iterate faster.
Ship sooner.
Industrial 3D printing across six processes — from same-day SLA prototypes to production-run MJF nylon and DMLS titanium. Engineer review with every quote, dimensional inspection with every order.
Veteran program leads
Programs run by engineers who have shipped real parts at production scale.
Quoted in hours
Every quote comes with engineer review and DFM notes — not just a price.
FAI on every order
Every order ships with a full first-article report checked against your CAD.
Direct engineer access
Email, call, or video — talk straight to the person running your job.
Six processes. One for every prototype.
Resin for fidelity, nylon for production, metal for performance, FDM for budget — we run the right process for the part, not the only one we happen to own.
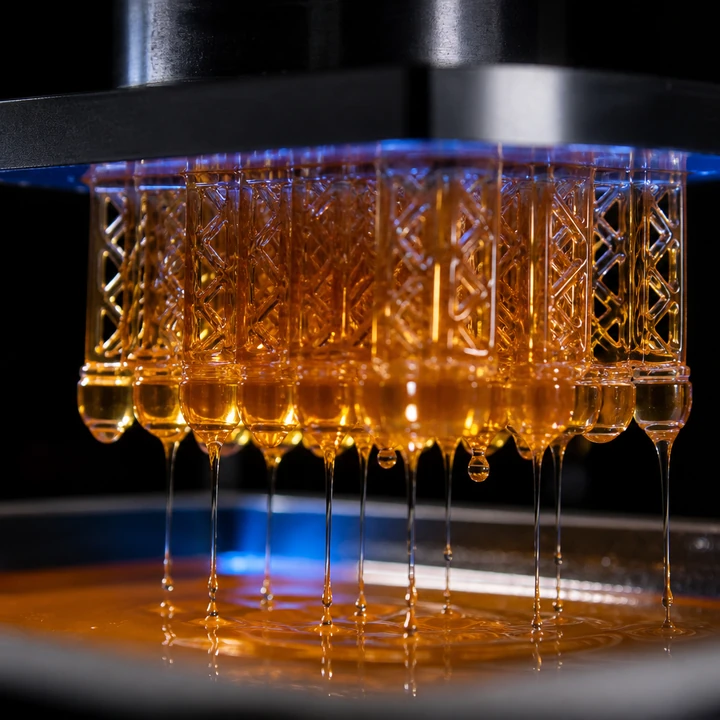
SLA (Stereolithography)
Smooth surface, fine detail. Best for visual prototypes and master patterns.
± 0.1 mm · 25 µm layers
MJF (HP Multi-Jet Fusion)
Production-grade nylon. Strong, dense, no support marks on Y/Z surfaces.
± 0.3 mm · 80 µm layers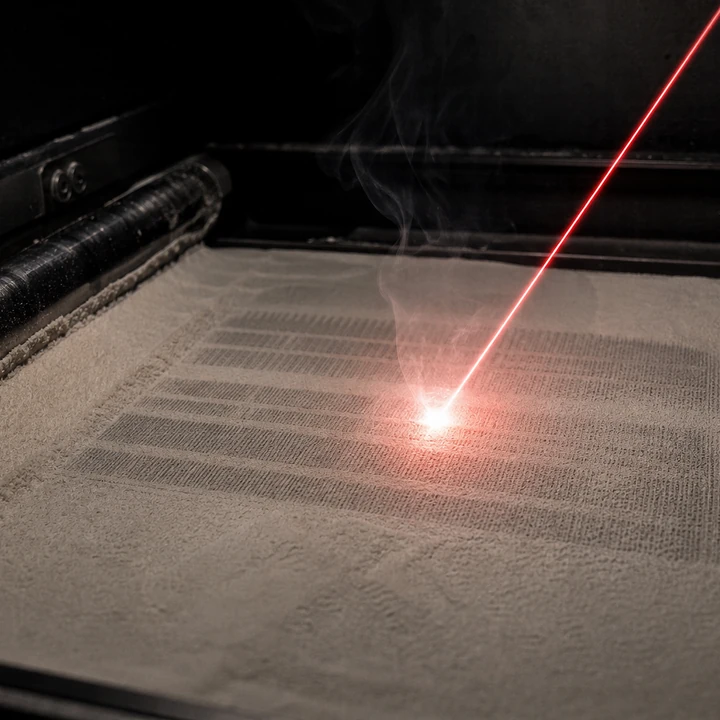
SLS (Selective Laser Sintering)
Functional nylon parts without supports — complex geometries print free.
± 0.3 mm · 100 µm layers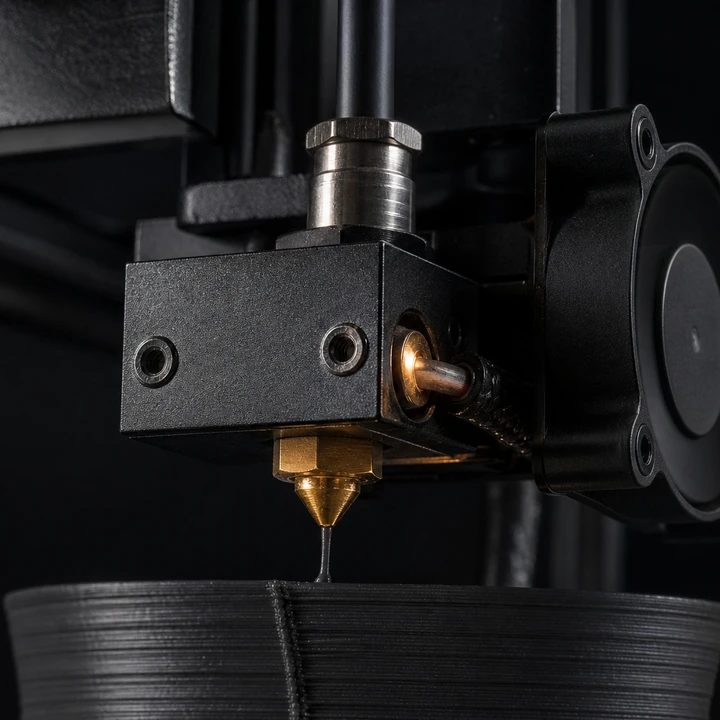
FDM (Fused Deposition)
Large, cheap, tough thermoplastic parts — ABS, PETG, ASA, Nylon, PEEK.
± 0.5 mm · 100 µm layers
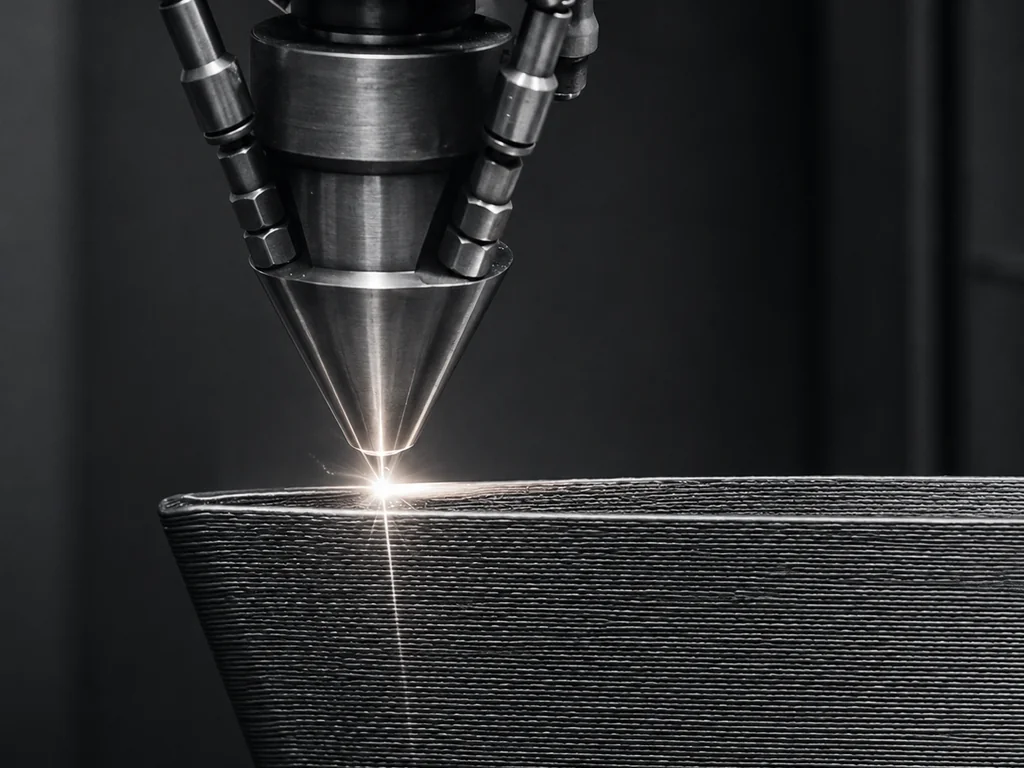
DMLS (Metal Laser Sintering)
Titanium, stainless, AlSi10Mg, Inconel. Dense metal parts from CAD.
± 0.1 mm · 30 µm layers
PolyJet
Multi-material, multi-colour, rigid + soft in one print. Visual models.
± 0.1 mm · 16 µm layersThe full envelope.
Max build envelope
1,000 × 500 × 500 mmLarge FDM platform. SLA up to 500 × 500 × 600; MJF/SLS to 380 × 284 × 380; DMLS to 400 × 400 × 400.
Minimum feature
0.2 mmPolyJet / SLA fine resolution. SLS / MJF 0.5 mm walls; FDM 0.8 mm; DMLS 0.4 mm overhang.
Tightest tolerance
± 0.05 mmPolyJet on small parts. SLA / DMLS ± 0.1 mm; SLS / MJF ± 0.3 mm; FDM ± 0.5 mm.
Surface finish
Ra 1.6 µm (SLA, polished DMLS)As-printed Ra varies by process; bead-blast and vapour-smoothing bring nylon to Ra ≤ 3.2 µm.
Lead time
Same-day SLA prototypesProduction MJF 2–3 days. DMLS 5–7 days including heat treat. Bulk runs 10–14 days.
Inspection
Dimensional report on requestCT-scan part density verification available for DMLS critical features. Material certs on metal jobs.
Materials
40+ engineering gradesResins, nylons (PA11/12, glass-filled), 5 metal alloys, elastomers, high-temp plastics.
Which process fits your material?
The fastest way to pick a 3DP process is to start from what the part must be made of. Below: which families of materials each process can run, at a glance.
How smooth do you need?
The single biggest predictor of surface quality in additive manufacturing is Z-layer thickness. Below: nine grades, drawn to scale, anchored to what you would actually print at that setting.
A curated showcase. Our library runs 40+ deep.
The cards below are our most-requested grades — kept loaded and calibrated for fast turnaround. Specialty resins, custom-pigmented dyes, and medical-grade certifications on request.


















Need a material not shown above? Our library is 40+ deep across resins, nylons, metals, and specialty thermoplastics. Send a datasheet and we will load it.
Finished off the bed.
A showcase of our most-requested post-processing steps — eight of 25+ supported across smoothing, colouring, plating, and assembly. Parts ship complete, no DIY required.








IPA wash + UV post-cure on every SLA build and HIP / anneal / solution treat on every DMLS build are included by default — they're prerequisites, not extras. Custom Pantone-matched dye, electrostatic flock, hand-airbrush, and assembly-ready inserts available on request.
CAD to door, in four steps.
The same engineer reviews your file, supervises the build, and signs off on the inspection report — so nothing gets lost between slicer and shipping.
Upload your CAD
STEP, STL, 3MF, SLDPRT, OBJ, or 3D PDF. Drop it on the page or email us.
Quote in hours
An engineer reviews wall thickness, support strategy, and material fit.
We print it
Slice-and-print, post-cure or sinter, then dimensional inspection.
Door delivery
We ship complete — supports removed, finished, inspection report attached.
What is always included
- DFM review with every quote
- Dimensional inspection on every order
- Material certifications on request (metals)
- NDA before file upload — on request
- Production from 1 to 10,000+ parts
- Support removal + standard cleaning included
- Multiple processes quoted in parallel
- Direct engineer access — email, call, or video
CAD to door, in five days.
A typical 25-piece MJF nylon run with vapour smoothing and dye. SLA prototypes turn faster (same-day to overnight); DMLS metal jobs run 7–10 days including heat-treat.
Quote
Day 0 · within hoursDFM review
Day 0 → 1Print build
Day 1 → 3Post-process
Day 3 → 4Inspect + ship
Day 4 → 5Standard SLA prototypes uploaded before 11 am can ship the next morning. Multi-process runs (e.g. SLA master + cast urethane copies) add 2–3 days for the secondary build.
Answers, on the record.
Engineers wrote these. If yours is not here, emailengineering@fabdigit.com — typical reply within 4 business hours.
STL is the universal 3DP exchange format; we also accept STEP, 3MF, SOLIDWORKS (.sldprt), OBJ, and IGES.
For colour PolyJet jobs send 3MF or OBJ + texture map. For SLA dental or jewellery work we accept the raw mesh export from your CAD package.
Standard SLA prototypes uploaded before 11 am ET typically build and post-cure the same business day. Critical-path parts ship the next morning. MJF nylon production lots typically run 2–3 working days.
Process-dependent. PolyJet and DMLS hold ± 0.05–0.1 mm on small parts. SLA holds ± 0.1 mm. MJF / SLS hold ± 0.3 mm — typically 0.2 % of nominal dimension. FDM is the loosest at ± 0.5 mm but tunable down to ± 0.2 mm on calibrated rigs.
Yes — every additive process leaves some Z-stepping. SLA at 25 µm is the smoothest as-printed (lines barely visible at arms-length); MJF at 80 µm is matte but felt by fingernail. Vapour-smoothing brings MJF / SLS to glass-smooth; hand-sand + paint hides every line on visual prototypes.
Yes — Formlabs BioMed Clear (USP Class VI, ISO 10993-1 / -5), BioMed White, and BioMed Amber for surgical-guide and dental work. DMLS Ti-6Al-4V is implant-compatible with appropriate post-processing. We coordinate the documentation chain through partner facilities; ask before quoting.
Yes — DMLS in Ti-6Al-4V, SS 316L, AlSi10Mg, Inconel 718, and CoCr. Standard post-processing includes stress-relief anneal, support removal, surface bead-blast, and dimensional inspection. Optical HIP and machining of critical features are available on request.
1,000 × 500 × 500 mm on our largest FDM platform. SLA and MJF cap at ~500 mm in one axis. Larger parts are split into sub-prints and bonded — we recommend sectioning the CAD before quoting so the split lines land on a non-cosmetic surface.
No. We quote single prototypes the same way we quote 5,000-piece MJF nylon runs — the price-per-piece just changes.
Yes — PolyJet supports per-voxel RGB-CMY colour for visual models and demos. MJF nylon is dyeable post-print in black and a small range of colours. SLA resins come in any colour we can pour; send a Pantone target.
Every quote includes a free DFM review. The engineer flags thin walls, unsupported overhangs, trapped resin pockets, and undersized holes before quoting, and suggests changes that reduce cost or improve print success rate.
Upload your STL. Get a print in hours.
No order minimums. No long sign-up flow. Just parts off the bed.