
Tool fast.
Sample sooner.
Scale when ready.
Production-grade injection molding from prototype tooling at 200 shots to hardened-steel production tools at 5 M+ shots. Aluminum bridge tools, family molds, insert molding, and two-shot — engineered for the part.

Veteran program leads
Programs run by engineers who have shipped real parts at production scale.
Quoted in hours
Every quote comes with engineer review and DFM notes — not just a price.
FAI on every order
Every order ships with a full first-article report checked against your CAD.
Direct engineer access
Email, call, or video — talk straight to the person running your job.
Six paths from CAD to molded part.
The right tool depends on the part, the resin, and the shot count. Below: the six tooling and molding strategies we run most often — with their typical investment level and lead time.

Aluminum prototype tool
Soft tooling for 200–2,000 shots. Validate the design before steel.
$$ · 2–3 wks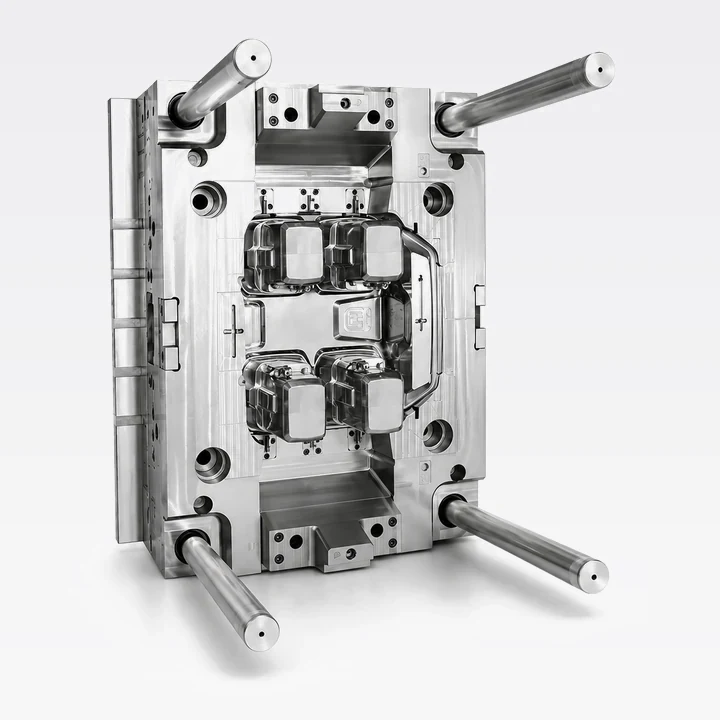
P20 bridge tool
Pre-hardened P20 steel — 100 K to 1 M shots, perfect for bridge production.
$$$ · 4–6 wks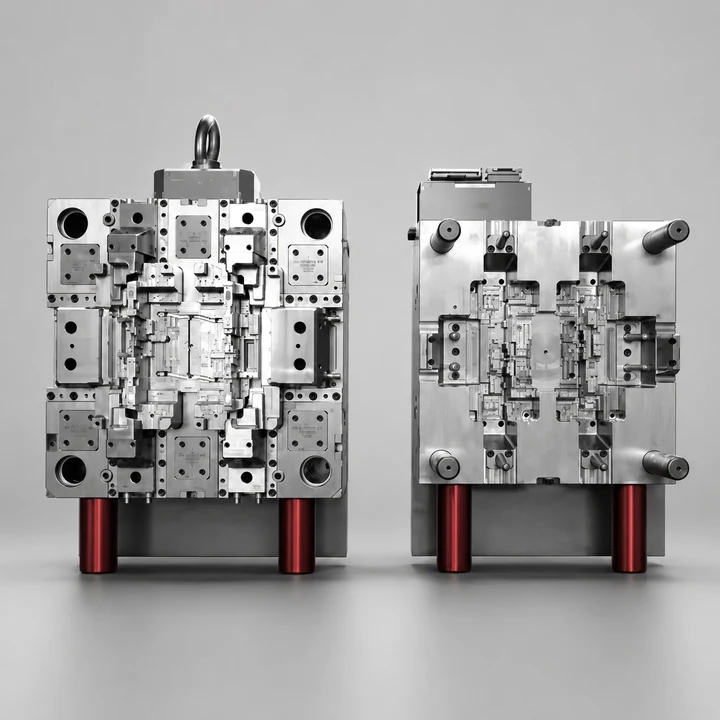
Hardened production tool
S136 / H13 hardened steel — 5 M+ shots, cosmetic-grade cavity polish.
$$$$ · 6–12 wks
Family mold
Multiple cavities, one tool. Lower tooling cost when shot counts align.
2–32 cavities
Insert molding
Brass / steel inserts placed in the cavity, over-molded with plastic.
Threaded inserts
Two-shot / overmold
Soft TPE / TPU grip over rigid ABS / PC, one machine, one cycle.
Multi-materialThe full envelope.
Max shot weight
2,000 gOn the largest machine. Most parts 5–500 g. Multi-cavity tools share the shot weight across cavities.
Max projected area
5,000 cm²Equivalent to a 0.7 × 0.7 m flat panel before clamp pressure becomes the limit.
Cavity count
1 → 32Single-cavity prototype to 32-cavity production. Hot runners on 8 + cavity tools.
Wall thickness
0.5 mm → 4 mmSweet spot is 1.5–3 mm. Below 0.8 mm we recommend Moldflow before steel.
Tolerance
± 0.1 mm typical± 0.05 mm precision on critical features in machined cavities. Per DIN 16742 tolerance class.
Cycle time
15 → 90 s typical60 s typical for a 1.5 mm-wall part in ABS. Cooling dominates — see the cycle breakdown below.
Lead time
2–3 wks prototype toolBridge tool 4–6 wks; full production tool 6–12 wks including T1/T2 qualification.
Materials
50+ engineering resinsABS, PC, PP, PE, PA, POM, TPE/TPU, glass-filled, flame-retardant, medical-grade.
Specify the finish, not the feeling.
"Glossy" and "matte" mean different things to different shops. The SPI surface-finish standard names six grades a buyer can write on a drawing and every molder reads the same way.


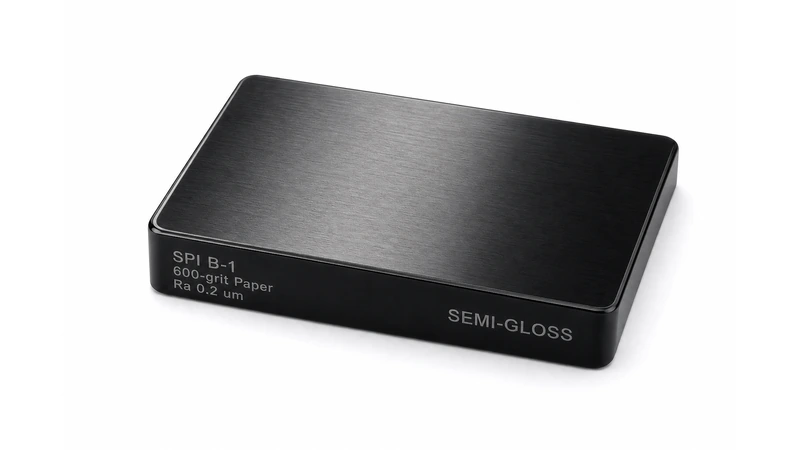
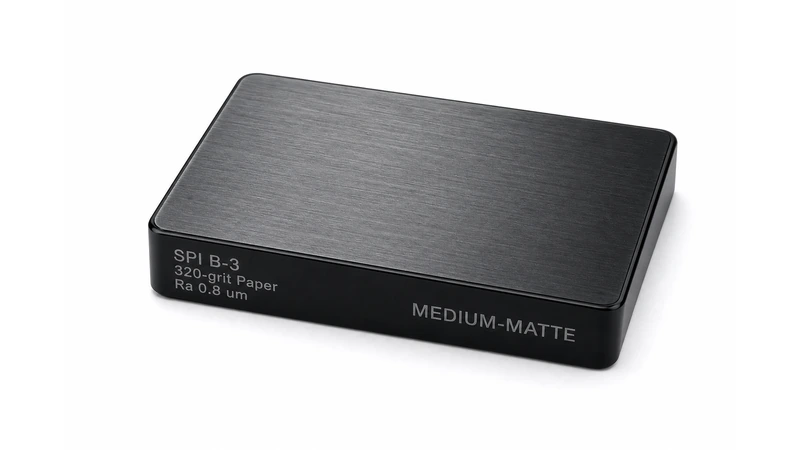
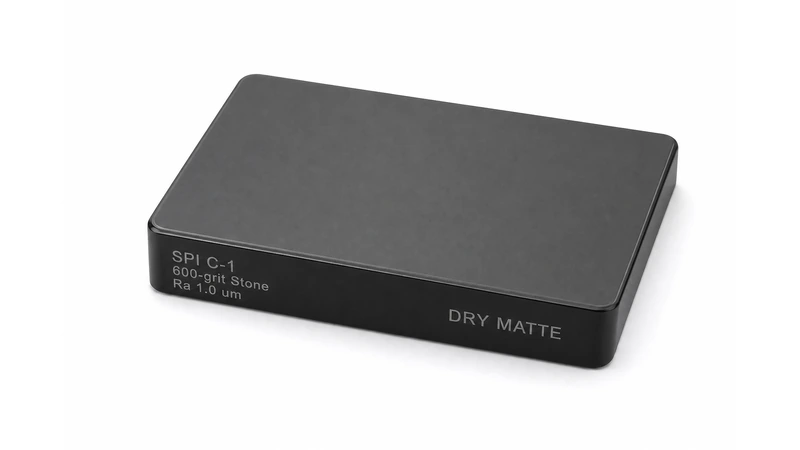
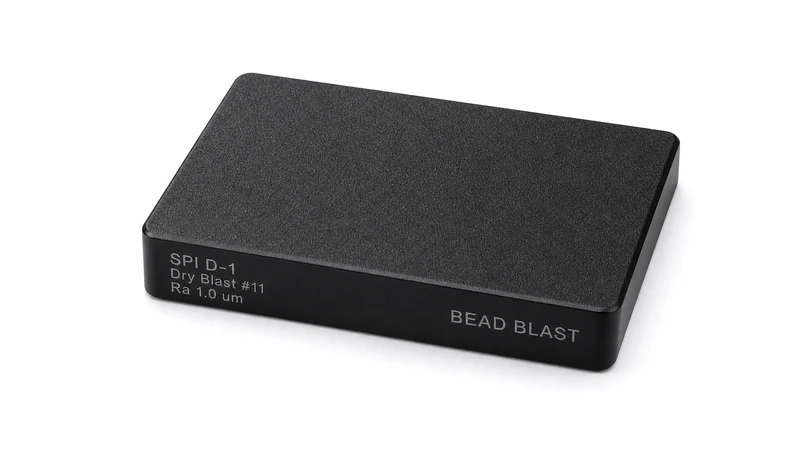
The textures shown above are suggestive only — physical SPI sample chips are available on request before you spec a high-volume tool. Texture grades (MoldTech, Mold-Tech, custom EDM) on top of the SPI base are also supported.
Where the seconds go. And how long the tool lasts.
Cooling dominates an injection cycle — typically 60 % of the time for a 1.5 mm-wall part. Below: the cycle phase split for a typical 60-second part, and the mold-life ranges by tool-steel grade.
Typical 60-second cycle
- Fill5%Screw forward — molten resin races into the cavity.
- Pack12%Pressure holds — resin compresses against the cavity walls.
- Cool65%Cavity holds — the dominant phase. Thinner walls = faster cycle.
- Eject18%Mold opens, part ejects, robot grabs, cycle resets.
Mold life by steel grade
A curated showcase. Our resin library, 50+ deep.
The cards below are our most-requested resins — running on calibrated tools. Glass-filled, mineral-filled, flame-retardant, UV-stable, and medical-grade variants on request.


















Need a resin not shown above? Our catalogue is 50+ deep — name it, spec it, or send a supplier datasheet and we will source it. Material certificates and resin lot traceability included with every order.
Cavity finish to printed graphics.
Eight of 20+ supported finish + secondary operations. SPI grades cut into the cavity; texture + decoration applied to the part; hardware assembly and welding tied off in-line.



CAD to door, in four steps.
Same engineer reviews the CAD, signs off on Moldflow, manages the tooling vendor, and signs the first-piece inspection report — no handoffs between sales and production.
Upload your CAD
STEP, SLDPRT, or 3D PDF. We pull our own Moldflow and DFM analysis.
DFM in days
Wall thickness, draft, gating, runner, cooling — reviewed with you before steel.
Tool + T1 samples
Cavity cuts, polish, T1 trial; we ship samples to you for first-piece sign-off.
Production + door delivery
Tool moves to production; parts run, are inspected, then ship complete.
What is always included
- Moldflow analysis on tools > $20K
- DFM review with every quote
- T1 / T2 samples before production
- NDA before file upload — on request
- Production from 1 K to 5 M+ parts
- Mold maintenance + storage included
- Customer-owned tooling on request
- Direct engineer access — email, call, or video
CAD to first parts, day by day.
A typical P20 bridge-tool programme — single cavity, 5,000-part first run. Aluminum prototype tooling compresses this by ~50 %; hardened steel + cosmetic polish stretches it by ~50 %.
Quote + DFM
Day 0 → 3Moldflow + sign-off
Day 3 → 7Tool fabrication
Day 7 → 28T1 / T2 sampling
Day 28 → 35Production + ship
Day 35 → 42Rush tooling (~30 % surcharge) can compress the steel phase by 1–2 weeks. After the first production run, repeat orders ship from the same tool in 5–10 business days.
Answers, on the record.
Engineers wrote these. If yours is not here, emailengineering@fabdigit.com — typical reply within 4 business hours.
STEP (.step / .stp), SOLIDWORKS (.sldprt), Parasolid (.x_t / .x_b), IGES, and 3D PDF for marketing-only review. For injection we strongly prefer the 3D solid model — Moldflow + gate analysis runs on the geometry directly.
Aluminum prototype tools: 2–3 weeks. P20 bridge tools: 4–6 weeks. Full hardened production tools: 6–12 weeks including T1 / T2 sampling and customer sign-off. We can do "rush tooling" at ~30 % surcharge if your launch date is fixed.
Depends on shot count. Below 5 K shots → aluminum every time (½ the price, half the wait). 5 K to 100 K → P20 bridge tool. Above 100 K → invest in hardened steel up-front, because the per-shot cost of a steel cavity beats reflowing an aluminum one. We will tell you the exact crossover on your part.
Yes. Aluminum bridge tooling makes 200-piece runs economical and gives you a real molded part to validate before committing to a steel tool. Many of our customers use this path to ship 200 to a launch partner while the production tool is being cut.
Yes — multi-cavity tools running 2 to 32 parts per shot. Best when the parts are the same wall thickness and resin (so they cool together). Different resins or different cycle requirements usually means a single-cavity tool per part.
Yes. Insert molding (brass / steel inserts placed in the cavity, over-molded with resin) and two-shot over-molding (rigid ABS / PC with a soft TPU grip) are both supported. Two-shot requires a multi-station press; lead time is similar to a single-cavity tool plus 1 week for the second-shot cavity.
You do, if you want. Customer-owned tooling is a separate line on the quote — we hold the tool in our shop, maintain it, and run production. You can move it to another molder at any time. Tool-rental (we own the tool, you pay per shot) is also available for buyers who don't want the up-front tooling capex.
Yes. Certificate of Conformance + material data sheet (MDS) on every resin lot. Medical-grade resins (USP Class VI, ISO 10993) ship with the supplier's lot trace.
Yes — FDA-compliant resins (PEEK, USP Class VI silicones, food-grade PP and HDPE), ISO Class 8 cleanroom molding for medical critical surfaces, and full lot traceability are all available through partner facilities. Mention it on the quote request and we coordinate the documentation chain before tooling starts.
Every quote includes a free DFM review. The engineer flags wall thickness, draft angle, undercuts, gate locations, parting line, and ejector pin placement before tooling starts — and suggests changes that reduce cost or improve part quality.
From CAD to molded parts — every step.
Aluminum bridge tooling from a few thousand dollars. Production tooling that runs millions.