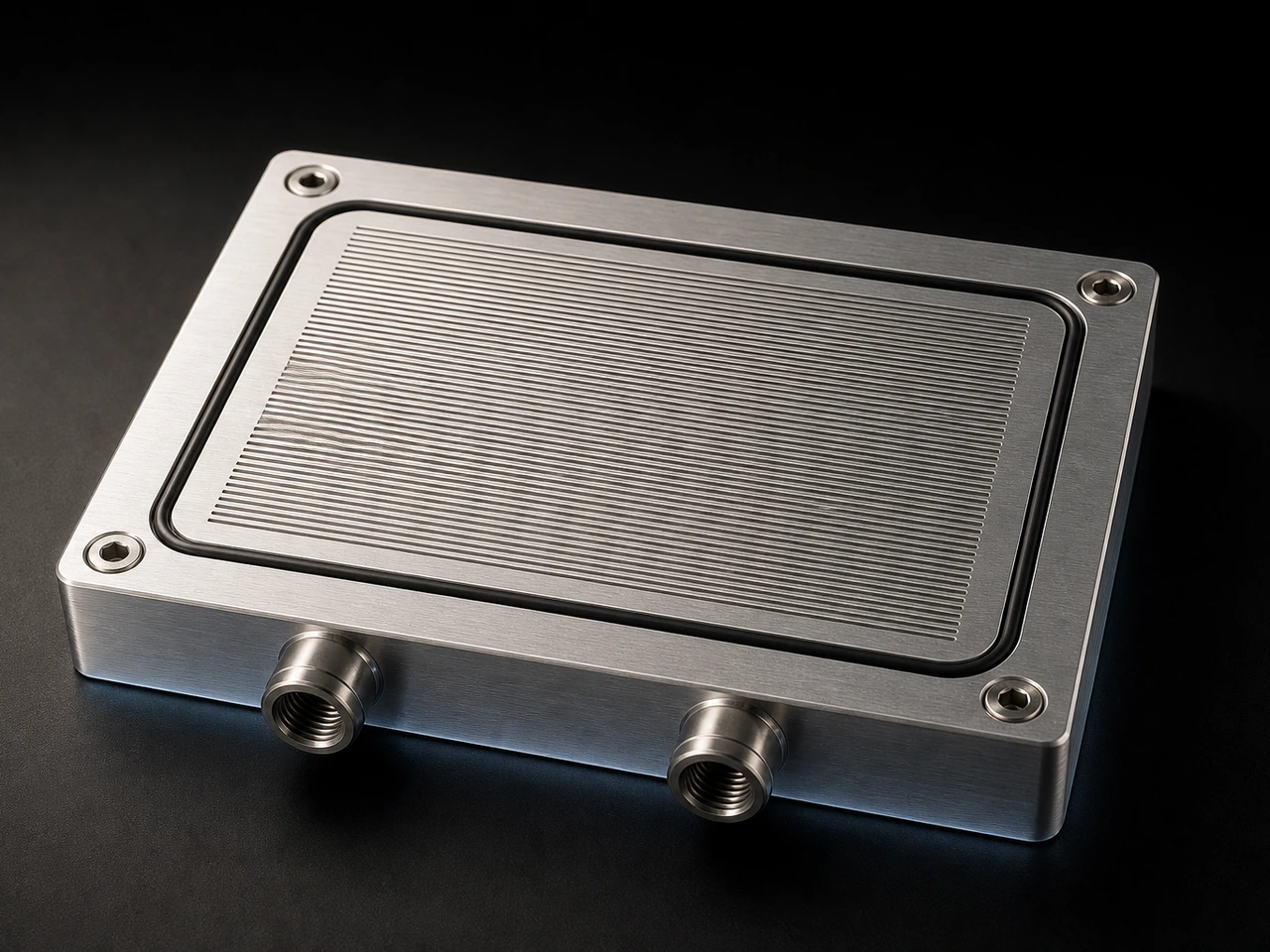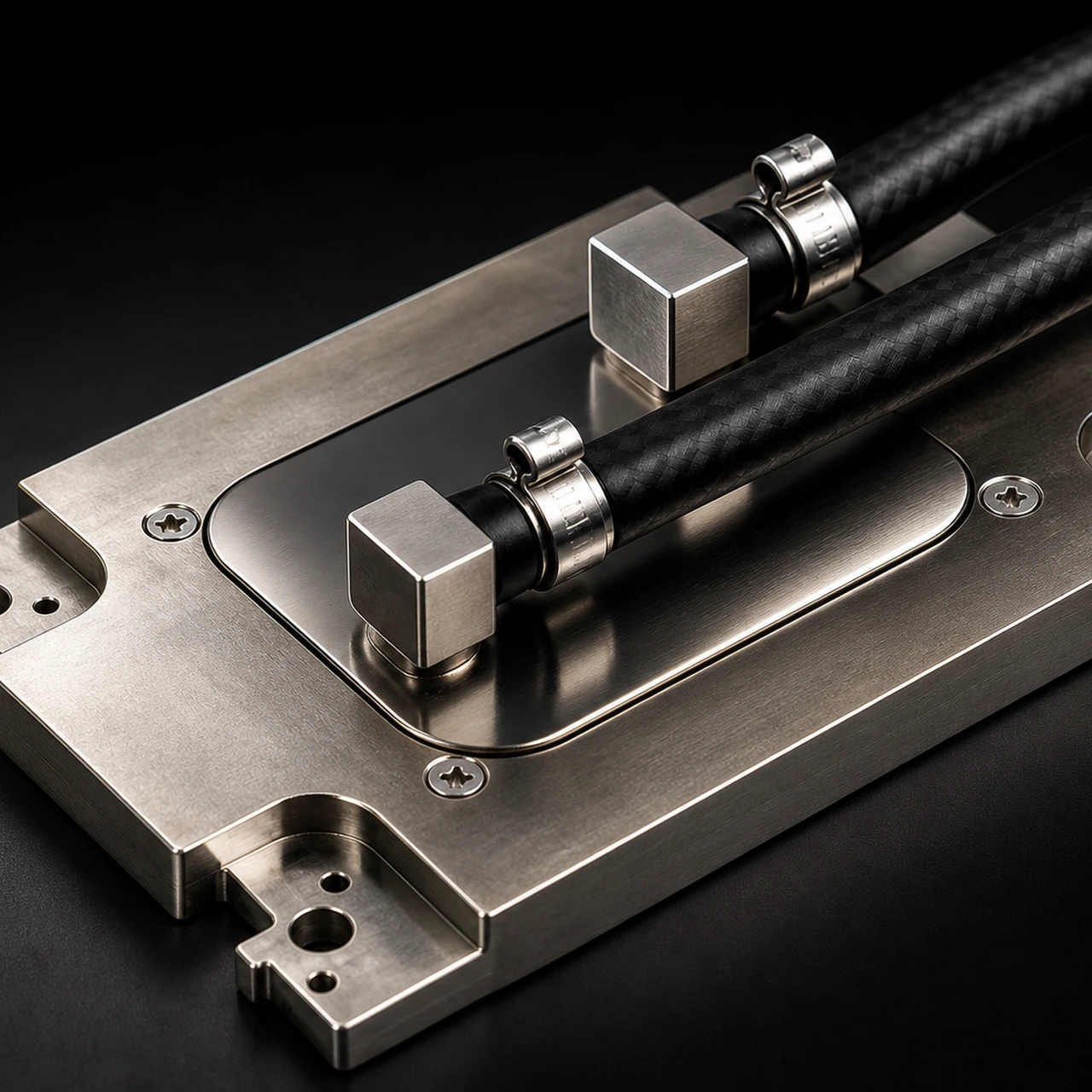
Thermal density is a manufacturing problem.
GPUs went from 250 W to 700 W to 1.4 kW in three product cycles. Cold plates that worked at 250 W leak, deflect, or simply choke at 1.4 kW. The fix isn’t a thicker plate — it’s tighter micro-channels, flatter mating surfaces, better gasket geometry, and a manufacturer that holds the tolerance every part.