
Precision parts,
on demand.
Production-grade CNC machining from prototype to ten thousand. Upload a CAD file — your part ships with first-piece inspection and direct access to the engineer running your job.

Veteran program leads
Programs run by engineers who have shipped real parts at production scale.
Quoted in hours
Every quote comes with engineer review and DFM notes — not just a price.
FAI on every order
Every order ships with a full first-article report checked against your CAD.
Direct engineer access
Email, call, or video — talk straight to the person running your job.
Six processes. Every part you can imagine.
From a single-setup 5-axis run on a brake caliper to wire-EDM apertures in hardened tool steel — we pick the right machine for the job, not the other way around.
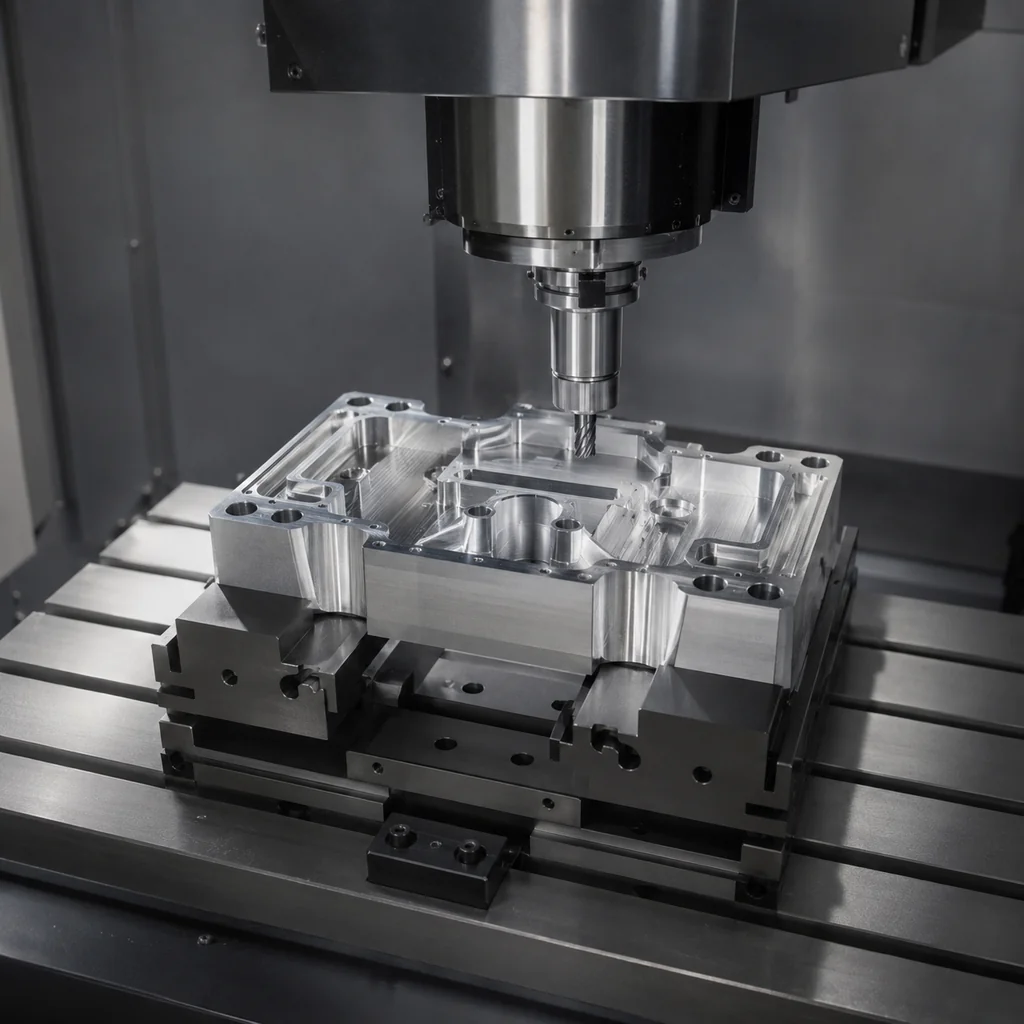
3-axis milling
The workhorse — prismatic geometry, pockets, threaded holes.
± 0.025 mm
5-axis simultaneous
Complex contours and undercuts machined in a single setup.
± 0.0125 mm
CNC turning
General-purpose lathe work for round parts up to Ø 250 mm.
± 0.02 mm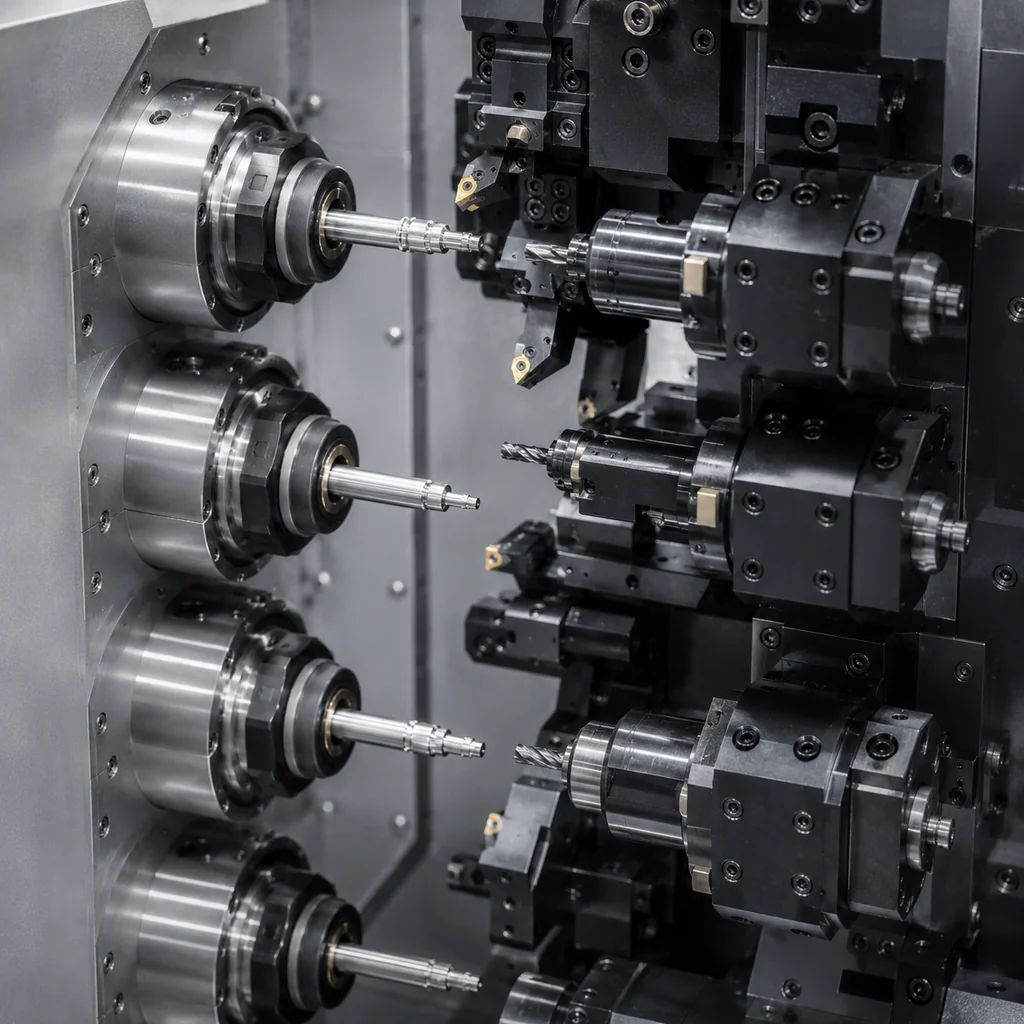
Swiss turning
Long thin shafts and fine threads. From 1 mm diameter up.
± 0.005 mm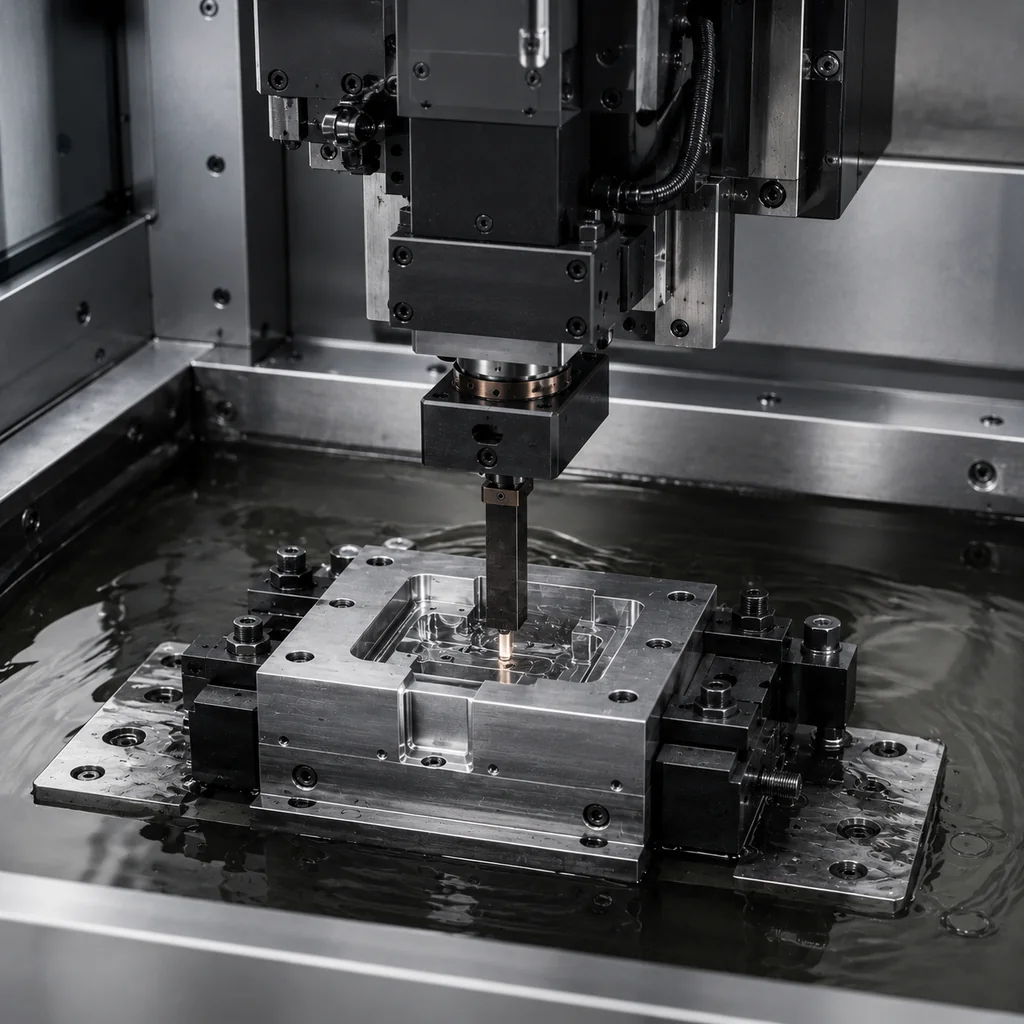
Sinker EDM
Square inside corners and hardened-tool geometry.
Ra 0.4 µm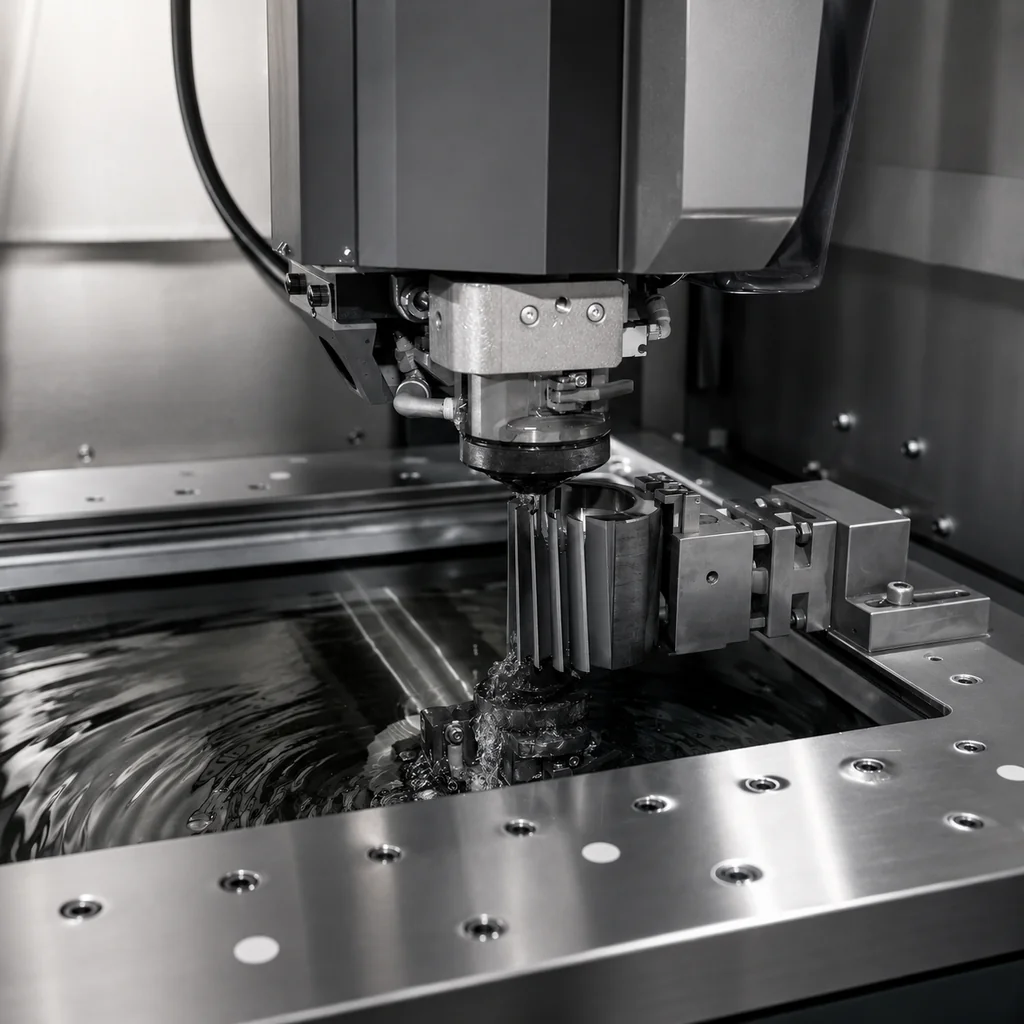
Wire EDM
Tight tolerances on hardened steel, apertures, and blanks.
± 0.005 mmThe full envelope.
Max part size
5,000 × 1,500 × 600 mm3-axis envelope. 5-axis up to 500 × 500 × 500 mm; turning up to Ø 500 × 1,000 mm.
Minimum feature
1 × 1 × 5 mmTypical milling minimum. EDM corner radius down to 0.03 mm; hole diameter from 0.3 mm.
Tightest tolerance
± 0.01 mmTypical ± 0.02–0.05 mm. Precision grinding to ± 0.002 mm on contact features.
Surface roughness
Ra 0.8–1.6 µmAs-machined finish. Down to Ra 0.2 µm with precision grinding or polishing.
Lead time
As fast as 2 business daysSimple 3-axis parts. Standard 5–7 days; expedite available across all sub-processes.
Inspection
First-article on every orderFull FAI reports available on request. Material certifications (MTRs) on request.
Materials
20+ engineering gradesAluminum, steel, stainless, brass, bronze, copper, plus 7 engineering plastics.
How tight do we hold?
The tolerance you mark on the drawing is the tolerance you get back. Below the ruler shows the three bands we machine into — anchored against things you can hold.
Critical
± 0.002 – ± 0.01 mm
Wire EDM, sinker EDM, precision grinding. For bearing fits, sealing surfaces, optical contact.
Typical
± 0.02 – ± 0.05 mm
Where most machined parts live. Achievable on 3-axis mill and turning without secondary operations.
General
± 0.1 mm and up
Brackets, fixtures, non-mating geometry. Faster cycle times, lower cost.
How smooth do we finish?
Ra is the other half of the drawing-block. Below: every process we machine into, with the Ra range we can actually hit and an honest texture preview for each grade. Tap any tile to zoom and see when to spec it.
Turning
Lathe — single-point cutting
Horizontal Milling
Horizontal spindle — slab + side cutter
Vertical Milling
3 / 4 / 5-axis — ball-end + flat
Grinding
Surface + cylindrical — abrasive wheel
VDI Texture
EDM mold-texture standard · VDI 3400
SPI Finish
Polish standard · SPI / SPE A1–D3
A curated showcase.
Our catalogue runs 1,000+ deep.
The cards below are our most-requested grades — kept on the shelf for fast turnaround. Our supported catalogue covers 1,000+ alloys, plastics, and composites. Request any grade by name, spec, or supplier datasheet.





















Need a grade not shown above? Our catalogue is 1,000+ deep — name it, spec it, or send a supplier datasheet and we will source it. Material certifications and mill test reports (MTRs) included with every grade.
Finished to spec.
A showcase of our most-requested finishes — eight of 50+ supported across anodize, plating, paint, and thin-film coatings. All coordinated through our finishing partners so your parts ship complete in one box.






.png)

Need a specific RAL/Pantone colour or a supplier-specified finish chemistry not pictured? Name it, spec it, or send a finish standard — our partner network covers the long tail of cosmetic and functional finishes.
Beyond machining.

Bead Blasted
Uniform matte texture
Brushed
Linear grain, premium look
Mirror Polished
Optical-grade reflection

Tumbled
Soft, broken edges

Annealing
Internal stress relief

Quench & Temper
Hardness + toughness control

Carburizing
Surface hardening — case

Nitriding
Wear-resistant nitrogen case
CAD to door, in four steps.
The same engineer reviews your quote, supervises production, and signs off on the inspection report — so nothing gets lost in handoffs.
Upload your CAD
STEP, SLDPRT, IGES, X_T, or 3D PDF. Drop it on the page or email us.
Quote in hours
An engineer reviews for DFM, suggests optimizations, and prices the job.
We make it
First piece is measured against your CAD before the rest of the batch runs.
Door delivery
We ship to your address with an inspection report attached.
What is always included
- DFM review with every quote
- 100% first-article inspection
- Material certifications on request
- NDA before file upload — on request
- Production from 1 to 10,000+ parts
- U.S.-based engineering, global manufacturing
- Direct engineer access — email, call, or video
CAD to door, day by day.
A typical 50-piece prototype run on a 3-axis machined aluminium part. Real schedules vary by quantity, complexity, finishing, and material availability — but this is the shape of a standard programme.
Quote
Day 0 · same dayDFM review
Day 0 → 1Production
Day 1 → 6QC + report
Day 6 → 7Ship
Day 7 → 8Need parts faster? 3-day expedite is available on most jobs. For complex 5-axis programmes or speciality finishes (Cerakote, hardcoat anodise, plating) add 3–5 working days to the production phase.
Answers, on the record.
Engineers wrote these. If yours is not here, emailengineering@fabdigit.com — typical reply within 4 business hours.
STEP (.step / .stp), SOLIDWORKS (.sldprt), IGES (.igs / .iges), Parasolid (.x_t / .x_b), and 3D PDF for marketing-only review.
For sheet-metal-style flat patterns we also accept DXF — but for CNC work, please send the 3D solid model so we can verify wall thickness and tool access automatically.
Within hours of upload — in most cases the same business day. Simple parts come back in 1-2 hours; complex assemblies that need a deeper engineering review wrap up by the next morning at the latest.
Five business days is our standard for stocked materials. We offer 3-day expedite on most jobs at a modest surcharge, and same-week turn on simple prototypes.
No. We quote single prototypes the same way we quote 10,000-piece production runs — the price-per-piece just changes.
Standard tolerance is ± 0.025 mm on machined features. We can hold ± 0.005 mm on critical features with grinding or wire-EDM as a secondary process. Just mark the callouts on your drawing and we will price the precision work in.
Yes. We ship the mill test report (MTR) or certificate of conformance from the raw stock supplier when requested. For ITAR or aerospace traceability we can route through bonded suppliers; mention it on the quote request and we will confirm before production starts.
We offer a mutual NDA before file upload, no questions asked. Email an NDA request to engineering@fabdigit.com or ask in the quote modal and the form will route through legal review first.
Yes — anodize + Type-III hardcoat, brushed + Cerakote, powder coat over black oxide. We coordinate the sequence with the finisher so you get one shipment with the full process documented on the inspection report.
100 to 10,000 pieces is our most common production range. Above 10,000 we route to a partner network and stay on as the engineering point of contact so the customer-facing experience does not change.
Every quote includes a free DFM review. The engineer flags wall-thickness, tool-access, and tolerance-stack-up issues before quoting, and suggests changes that reduce cost or improve manufacturability.
Upload a CAD file. Get a quote in hours.
No order minimums. No long sign-up flow. Just precision parts.