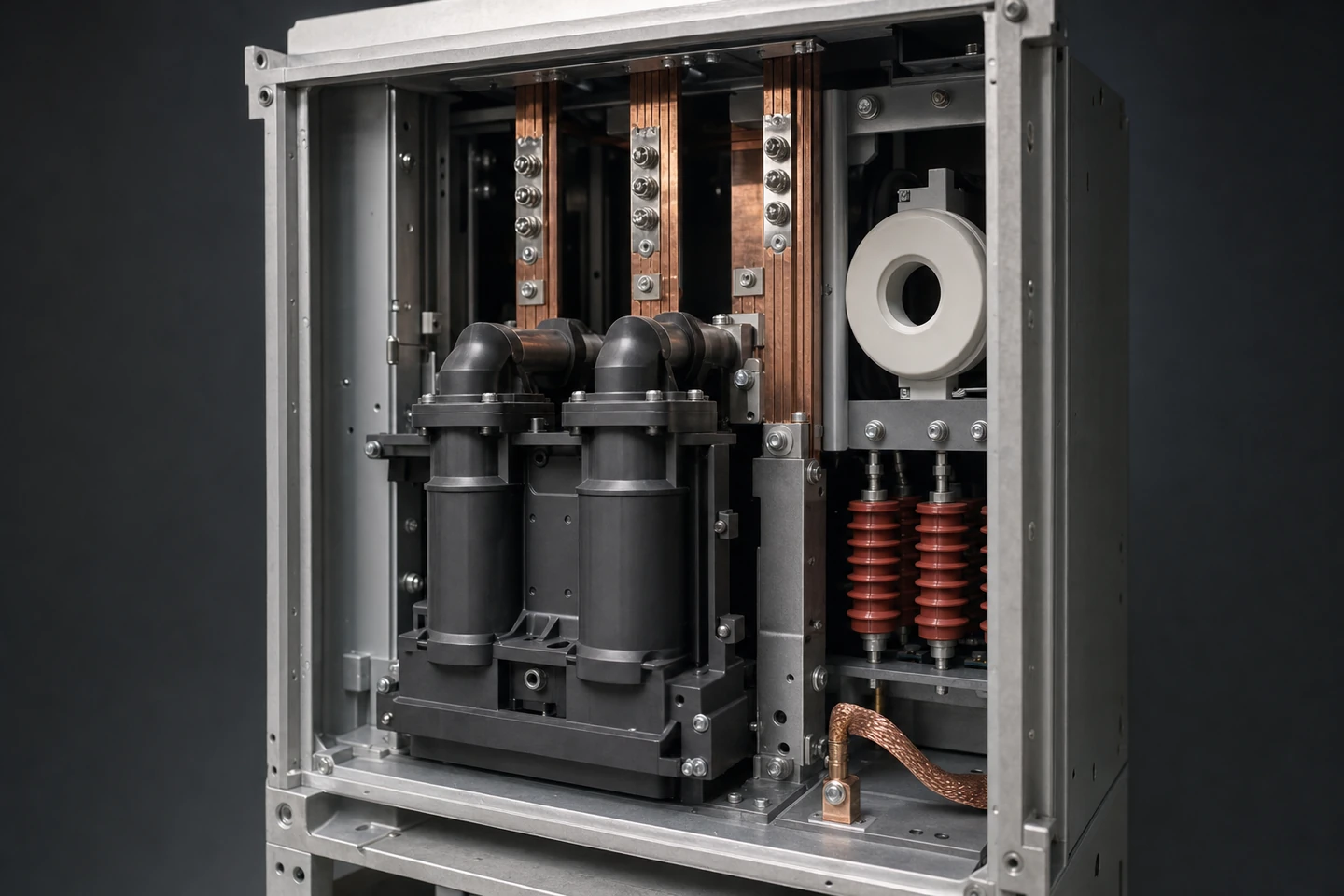
BIL and creepage are CAD constraints, not QC checks.
A 95 kV BIL bushing fails the moment you let a 1 mm burr touch a corona path. We build to IEC 60664-1 / 60815 creepage envelopes from CAD onwards — surface roughness, fillet radius, electrode polish are designed in, not buffed in.